 螺杆(栓)冷镦机系列
螺杆(栓)冷镦机系列冷镦机控制系统设计
作者: ‖ 时间:2019-11-04 ‖ 来源: ‖ 点击:1189
2.1 控制系统硬件
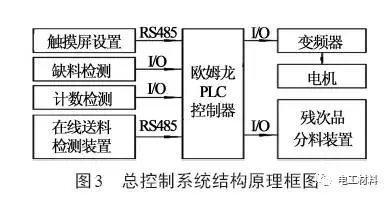
控制系统的硬件部分主要由PLC、触摸屏、变 频器、丝材在线检测系统、丝材缺料检测传感器和 残次品分离装置组成。PLC 选用欧姆龙CP1L 系 列,CPU 型号为CP1L-EL20TD-D,此模块自带12 入/8 出的数字信号接口,2 路8 位模拟输入信号,考 虑到PLC与变频器的速度控制及显示问题,增加一 个PLC模拟输出模块,将PLC中数字化的电机速度 通过模拟输出模块输入到变频器的模拟输入模块, 同时将变频器的速度模拟输出信号接到CPU 自带 的模拟量输入接口,实现触摸屏速度显示。丝材在 线检测系统使用高精度编码器实现,RS485 通讯接 口串行输出。丝材缺料检测传感器使用电感式接 近开关,DC 0~24 V直流开关量信号输出。触摸屏 使用步科MT4230T,RS485 通讯接口与PLC 结合。 变频器选用型号为EM303A的2.2 kW正弦变频器, 其模拟输出信号DC 0~10 V接到PLC 模拟输入接 口。其总控制系统结构原理图如图3所示。
2.2 控制系统软件
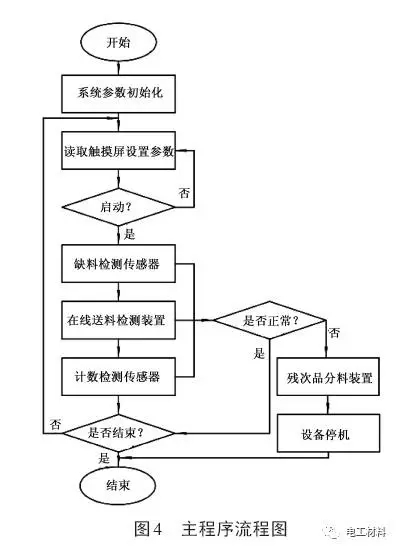
控制系统的软件设计包括PLC程序设计[4]和触 摸屏页面程序设计[5]。PLC主程序主要包括系统参 数初始化、缺料检测停机设计、在线送料检测传感 器信号采集设计、计数控制停机设计、残次品分料 控制设计、接受触摸屏参数设置及输出控制变频器 信号设计。主程序流程图如图4所示。 触摸屏的程序设计主要是人机交互的界面,设 计当前铆钉型电触头生产数、铆钉型电触头最大生产数、电机制钉转速显示等。此外,需要设计能够实现触摸屏控制冷镦机的运行及停止,根据不同材料及不同的铆钉型电触头规格设置相应的冷镦速度,形成冷镦工艺参数库;在生产前调取所需的冷镦工艺,进行生产的自动化控制。
上一条: 冷镦机性能介绍,保养,操作步骤
下一条: 冷镦机的工作原理是什么